
车身防腐技术探讨
发布日期:2021-04-26 浏览次数:2266
一 传统防腐工艺流程
1. 磷化:脱脂 • 磷化
形成致密的磷化膜,形成基层防护及提升电泳附着力
2. 电泳:电泳 • 烘干
内腔及外表面形成电泳漆膜, 防水防盐雾腐蚀,防腐核心。
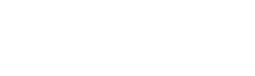
3. PVC:地板•焊缝
保护底板石击 区域及夹缝电 泳不足区域得 到防护
4. 灌蜡:内腔•四门
车身重防腐区 内腔及四门内 表形成蜡膜, 隔绝积水造成的腐蚀。
二 各工艺标准及新材料应用
1. 磷化、电泳的工艺标准
质量要求:磷化层的表面结构为细 结晶体,磷化层完整成膜并且分布均 匀, 冷轧板磷化膜重:2.0-5.0 g/ m2;热镀锌板磷化膜重:1.8-5.0 g/ m2 ;

电泳涂层表面完整成膜,并且分布均匀,无电泳流 挂,表面无缩孔。电泳膜厚要求:不含镀锌层 表面膜厚:≥17μm, 座舱膜厚:≥12μm;空腔膜厚:≥10μm;

2.PVC喷涂的标准
按照工艺标准,不同的防腐区域底板喷涂厚度不同,密封要求不同。 底板喷涂膜厚:300μm-1200μm; 焊缝密封要求:宽20mm,厚2000μm; 压合密封要求:宽6mm,厚2000μm。

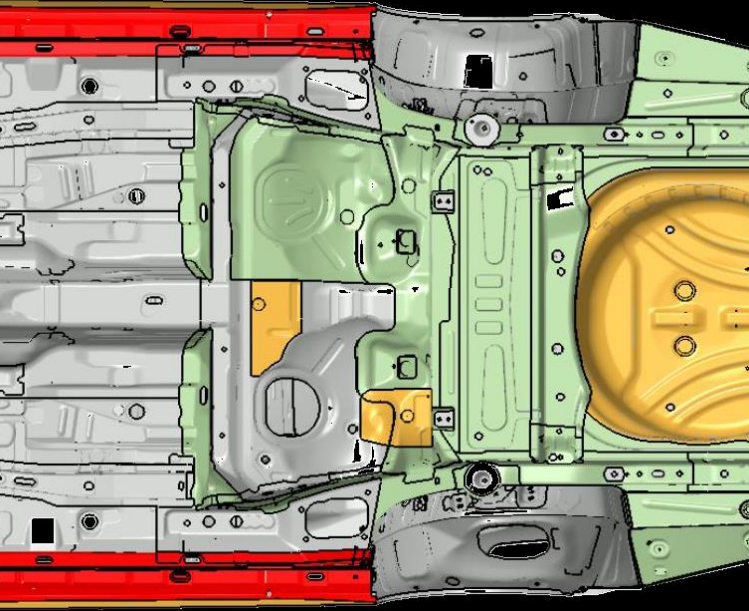
3灌蜡的工艺标准
按照工艺标准,灌蜡主要分为底板灌蜡和四门注蜡。底板灌蜡要求:腔体内蜡膜高度60%-100%;四门注蜡要求:蜡膜高度高于30mm;

4新材料的应用
①薄膜前处理
在新能源车应用广泛 • 对白车身质量要求高 • 稳定性需要提升
②新型电泳
高泳透力 • 适应性强 • 能耗低
③底板防护
材料改进 • 气味合格 • 自动化施工 • 喷涂量减少
④蜡
气味合格 • 低温 • 低VOC
三 防腐问题分析及解决方案
1常见防腐问题分类
①原始设计问题
辅件选材不当,部分重防腐区未使用镀锌件;工艺孔设计不合理,电泳过程中空腔严重。
②涂装材料问题
电泳材料泳透力不足;PVC材料匹配性不好,容易脱落。
③过程控制问题 • 质量不稳定,返修及报废标准不明确 • 忽视过程损坏,不采取有效措施防护
2控制的重点及解决方案
涂装材料的升级
例如:某现场电泳材料9年内使用了三类产品,不断更新外观及匹配性,但更重要的是泳透力的提升,直观 表现就是外表面平均膜厚与门槛膜厚对比。

过程控制
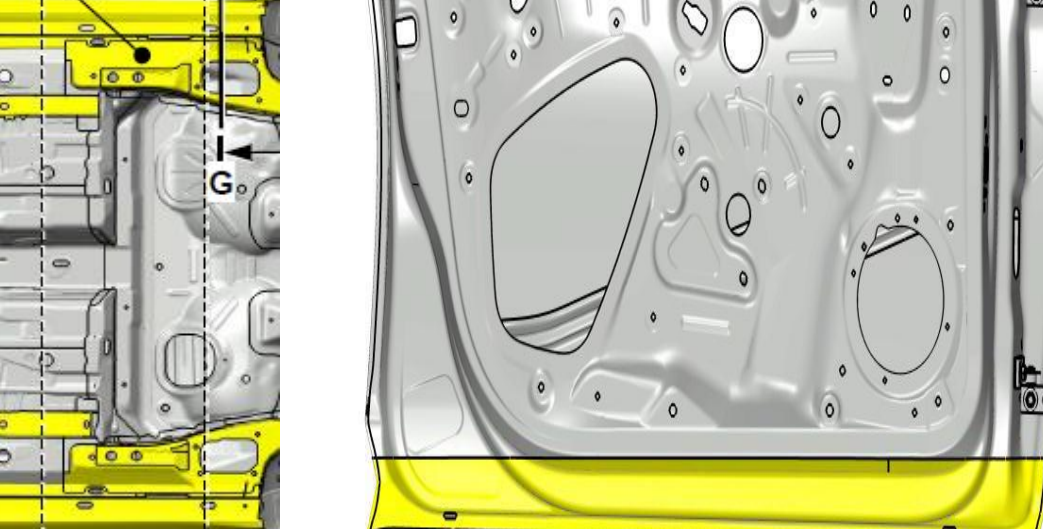
例如:现实中常见的前盖某些安装孔腐蚀:原因:冲压过程中的毛刺、电泳过程中的工装支撑点都会造成此处容易划伤;措施:控制单件质量、减少工装接触点、堵件增加蜡等。

过程控制
例如:底板腐蚀或者焊缝腐蚀 原因:PVC胶脱落、损坏、喷涂质量偏差 措施:控制PVC喷涂质量、跟踪过程损坏、校准机器人。
3现场进一步的需求
现场需求:虽然整体的防腐质量是可控,但既便是1/1,000,000,到用户手里仍 然是100%,所以还是需要更好的控制方法。
四 自动监控的发展
1现控制手法及风险
参数化验
• 材料入口检测,1次/批次
• 过程参数化验,1次/2小时
过程抽检
• 膜厚检测,1次/小时
• 状态检测,1次/班
结果评价
• 抽检车身评价,1次/班
• 解剖车身评价,1次/季度
风险:整体检测频次不足以支撑100%检测,而且更多的功能项检测频次更低。质量保证全靠过程控制及检查,未做到状态的100%确认。
2自动控制的研究方向
在线监控应用
1.前处理:工艺参数在线监控
①:在线分析管控系统 说明:通过在线滴定分析工艺参数, 可实现前处理参数无人化监控。
②:智能在线成分分析仪 说明:在线光谱仪(对车身磷化膜进行光谱分析,通过特征元素含量判定磷化膜质量)。
可以实现前处理无人控制和监控
2.电泳:安分值在线监控 现有的设备有安分值的数据统计功能:说明:每一台车,在施工条件不变的情况下,消耗 的能耗值基本波动不大,直接体现在设备上的数据 为安分值。把数据做到实时上传并精确到车身机械化联动。
可以防止电泳膜厚不达标车身流出
图像识别技术应用
应用:底板PVC状态识别 实施:利用摄像系统程序,根据图像的区别算法,控制PVC喷涂不良,喷涂偏差的车身,可以做到100%监控。

在线膜厚测量应用
应用:底板PVC膜厚在线测量 实施:利用接触或者非接触式方法,实现车身底部膜厚检测,做到100%监控。

五 局限性及未来的发展
1现技术局限性
监控流程长
影响因素复杂
材料更新慢
体系中的重视
程度不明显
2来来的发展趋势
节能、环保的需求;信息的快速传播:对防腐材料及过程都提出了更高的要求:
设计:非金属材料的应用更广泛
应用:材料的革命快速进行
- 上一篇:详解汽车软件工程师的职位类别及其发展前景
- 下一篇:座椅舒适性研究和开发









